Lote óptimo, rango óptimo y el lote mínimo.
El lote óptimo es un valor único que no siempre tiene por qué ser el más conveniente para el reaprovisionamiento o fabricación en nuestra industria.
Para poder determinar qué es lo que más nos interesa deberemos conocer cómo se conforma y evoluciona el coste total de aprovisionamiento. De esta manera, además de disponer de un valor numérico, dispondremos de criterio con el que tomar las decisiones que más nos interesen.
QUÉ ES EL LOTE ÓPTIMO Y CÓMO SE CALCULA.
El lote óptimo es aquel por el que la suma de los costes de cambio de formato más los costes de almacenaje de una referencia es la mínima. Es decir, el lote óptimo es el que deriva en un coste mínimo de aprovisionamiento.
Llamamos coste de aprovisionamiento al mercado o nuestro almacén a la suma del coste de reaprovisionamiento (cambio de formato) más el coste de almacenaje.
Hasta aquí nada nuevo, lo que sí que es nuevo, aunque suene un poco obvio, es que el lote óptimo debe estar bien calculado. Esto implica dos aspectos cruciales:
- No solo se deben tener en cuenta los costes del capital inmovilizado, también hay que considerar los costes del volumen ocupado. Aunque es algo obvio, se hace esta advertencia porque, normalmente, en la bibliografía no se aporta un modelo de cálculo del coste del volumen o incluso se obvia.
- Hay que llevar a coste directo de almacenaje todo aquello que lo sea, no tratándolo como un coste indirecto o gasto general.
-
- Para ampliar información a este respecto se puede consultar el artículo que está en este enlace: Coste de almacenaje, valor y volumen.
-
Vamos a decir algo que resulta muy obvio pero que mi experiencia me ha demostrado que hay que repetir:
- Si produzco mediante lotes por encima del óptimo, surgirá un sobrecoste en almacenaje.
- Si produzco mediante lotes por debajo del óptimo, habrá un sobrecoste por cambio de formato.
- Es decir, el error no se compensa, se suma.
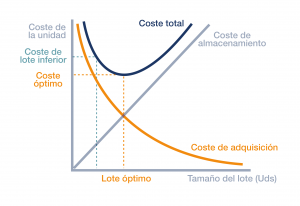
Veamos gráficamente estas dos situaciones.
En el caso de lanzar un lote inferior al lote óptimo, lo que sucede es lo siguiente:
En el caso de lanzar un lote superior al lote óptimo:
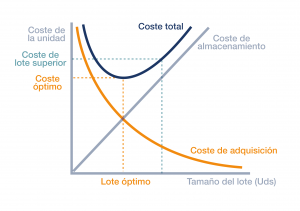
Todo lo que no sea pedir el lote óptimo implica un coste de aprovisionamiento mayor que el óptimo, es decir, sobrecostes.
COMPRENDER MEJOR EL LOTE ÓPTIMO.
Es importante recordar y asimilar de manera permanente la fórmula que determina el lote óptimo:
Dónde:
Dm: Demanda media en el periodo de estudio.
Cp: Coste de reaprovisionamiento (preparación) de un nuevo lote.
Cs: Coste de mantenimiento de stock o coste de almacenaje.
Es fundamental asimilar totalmente el significado de esta fórmula y cómo influyen las variables en el resultado. A continuación, vamos a discutir acerca de tales variables y de su influencia.
- Demanda media (Dm):
- Al estar en el numerador, un aumento de la demanda media implicará un aumento del lote óptimo. Por ejemplo, si de una referencia aumenta la demanda al doble, el lote óptimo aumentará raíz de dos veces.
- ¿Por qué una demanda mayor pide un mayor lote óptimo? Porque el coste de mantenimiento de cada unidad se reduce debido a que, al ser mayor la demanda, una misma cantidad de lote estaría menos tiempo almacenada y, por tanto, el coste de mantenerla es menor y por eso la ecuación nos dice que podemos pedir más para reducir el coste de las preparaciones.
- Análogamente, si la demanda bajase sucedería lo mismo, el lote tendría que ser menor.
- Coste de reaprovisionamiento o preparación (Cp):
- Cuanto mayor sea el coste de hacer un cambio de utillajes o caro sea un transporte más grande tendrá que ser el lote de producción o de pedido.
- Reducir el tiempo de cambio de utillajes (también conocido como la aplicación de un SMED) es conveniente ya que se reduce el coste de preparación.
- Un menor coste de preparación implica un menor lote óptimo.
- Absolutamente siempre interesa costes de preparación menores y permanentemente hay que trabajar en reducirlos.
- Coste de almacenaje (Cs):
- Si reducimos el coste financiero de las pólizas de crédito o el precio del alquiler de la nave almacén, el coste del almacenaje se reduce.
- Esto provocaría un aumento del lote óptimo.
- Si los intereses de las pólizas subieran, la ecuación nos diría que pidiéramos lotes más pequeños porque mantenerlos se encarecería.
- Absolutamente siempre interesa bajar los costes de mantenimiento, permanentemente interesa renegociar los intereses a la baja y reducir el espacio de nave ocupada como almacén o el precio de su alquiler.
Conclusión:
La empresa debe reducir siempre sus costes, en el caso de los costes asociados al stock, los de preparación y los de mantenimiento. La modificación de estos parámetros implicará una modificación en el lote óptimo, unas veces para aumentarlo y otras para reducirlo.
El lote que nos da un menor coste de aprovisionamiento al mercado es el lote óptimo. Este es el que hay que perseguir.
Y siendo esto así, ¿por qué interesaría que los lotes óptimos fueran más bajos? Porque, de esta manera, la producción estará mucho más sincronizada con la demanda.
EL RANGO ÓPTIMO
Lo que en realidad sucede es que la curva del coste de aprovisionamiento no es tan pronunciada como se muestra en el gráfico anterior.
Esto implicará que moverte a la izquierda o a la derecha del lote óptimo, no tendrá una repercusión en costes tan grande como se intuiría de los gráficos anteriormente mostrados. Así es como se muestra en los libros, con fines pedagógicos, para que se pueda apreciar más claramente el coste de cada componente y el punto óptimo.
Para que se dé esta curva tan pronunciada sería necesario que el coste del almacenaje fuera muy alto con respecto al coste de preparación. Es decir, una relación Cs/Cp alta.
A continuación, facilitamos gráficos provenientes del análisis real de costes de aprovisionamiento:
- La línea roja representa el coste total de aprovisionamiento.
- La línea azul el coste de reaprovisionamiento.
- Y la línea verde, el coste del almacenaje.
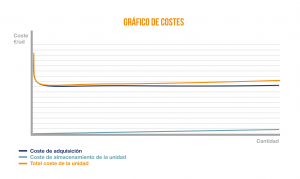
Como se puede observar, pasado el “palo de hockey” en las 2000 unidades, aproximadamente, el coste crece de manera muy suave.
El lote óptimo en este caso está en 4.345 unidades, pero hay un incremento de costes muy pequeño al movernos bastantes unidades a izquierda y derecha de dicho punto.
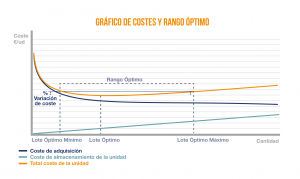
¿Cómo se determina el rango óptimo?
Podemos determinar un valor porcentual de desviación con respecto al lote óptimo. Por ejemplo, en este caso, si marcamos como óptimo todo lo que pueda entrar dentro de un 1 % del coste por encima del óptimo, tenemos que podríamos elegir un lote entre las 2000 y las 6.800 unidades.
Esto tiene muchas implicaciones puesto que nos da la opción de elegir un valor que se adapte más a nuestras condiciones, algunos ejemplos a este respecto:
- Si el tamaño de mi almacén es pequeño, podré fabricar en lotes de 2.000 unidades en lugar de 4.345 (lote óptimo) sin tener un elevado coste por ello.
- Puede suceder que, en el momento de la producción, la fábrica tenga ociosidad, entonces puedo hacer un lote más grande sin grandes sobrecostes.
- O puede suceder lo contrario, que haya sobrecarga de trabajo y que sea preferible hacer lotes menores para servir a los clientes las diferentes referencias.
- Imaginemos que tenemos que cumplir con una secuencia de producción por la que, cada 20 días, tenemos que fabricar todas las referencias de una línea. En este caso, lo más natural será intentar fijar el lote de producción como la demanda de cada producto en 20 días. Si trabajáramos con el lote óptimo esta condición no podría cumplirse. Con el rango óptimo será más fácil. Para que se aprecie con más claridad facilitamos un gráfico con una pendiente más pronunciada en la que fijamos los límites del rango óptimo en función del sobrecoste en porcentaje que asumimos sobre el lote óptimo.
Conclusión:
La ecuación de los costes de almacenaje y aprovisionamiento y su derivada en forma de lote óptimo no contemplan ni pueden contemplar las decenas de condicionantes que tiene nuestra fábrica:
- Tamaño del almacén.
- Limitaciones financieras.
- Convivencia con otras referencias.
- Demanda de los clientes.
- Ociosidad o sobrecarga de trabajo.
- Etc.
Por este motivo, hay que dar al planificador de la producción la opción de decidir el tamaño de los lotes de producción dentro de unos rangos para que unas determinadas condiciones.
EL LOTE MÍNIMO
Ahora, imaginemos que no trabajamos para suministrar un almacén propio, sino que fabricamos lotes bajo pedido a los clientes. En este caso, el lote óptimo no tiene cabida en nuestro análisis. Hay que servir el lote que nos pide el cliente.
Bien, a este respecto, todo industrial debe conocer esta fórmula de los costes en función del tamaño del lote (y no siempre es así).

Lo más científico y preciso es asignar un precio al cliente en función del resultado de la fórmula anterior. No obstante, por la complejidad del proceso comercial, en muchas ocasiones no es posible, en tales casos hay que establecer el lote mínimo.
¿No te marcan tus proveedores unos lotes mínimos?
Cómo establecer el lote mínimo.
El coste de la unidad en función del tamaño del lote tiene una forma como la de este gráfico:

Denominamos “Palo de hockey” al punto a partir del cual el coste unitario va siendo asintótico y que, por debajo del mismo, dicho coste se dispara.
Entonces, para no sufrir sobrecostes debido al prorrateo de los costes de preparación en cada unidad fabricada, el lote mínimo será un punto que deberá estar a la derecha del citado Palo de hockey.
Por debajo de este punto, la empresa deberá aplicar un precio a sus productos en los que la repercusión del coste de preparación tendrá mucho peso.

CURSOS DESTACADOS