Reducción del stock en curso en un proceso productivo a partir de la clasificación de la demanda en un fabricante de electrodomésticos.
Antecedentes
El caso que se va a estudiar trata de una empresa que fabrica un tipo de recambios para componentes de plástico para cocinas y electrodomésticos. Esta empresa contactó con Zadecon y realizamos un proyecto que tenía tres objetivos:
- Mostrar que, dentro del mismo producto, clasifique tipos de demanda y que, a partir de ahí, establezca diferentes cadenas de suministro.
- Hacer ver que hay muchos recursos disponibles para reducir los inventarios y, además, poder servir igual o mejor.
- Mostrar un ejemplo que involucre la cadena de suministro y la optimización de lotes a partir del cálculo de lote óptimo.
Definición del problema
Los clientes de esta fábrica se clasifican, por su demanda, en dos tipos:
- Talleres de reparación: Entrega en 24 horas.
- Almacenistas y distribuidores que sirven a talleres de reparación: Entrega en 3 semanas.
Para explicar el relato nos centraremos en la demanda de un único artículo y que se ha clasificado como tipo A por su consumo. La situación inicial y características del suministro de este producto son:
- Demanda media anual: 10.000 unidades.
- Lote de producción: 1.000 unidades.
- Stock de seguridad: 200 unidades para un nivel de servicio del 98%.
- Stock medio: 700 unidades.
- Políticas diferenciadas en función de la demanda: No.
- Modelo de gestión: Revisión continua.
Proyecto desarrollado
Se ha marcado el objetivo de:
- Reducir el inventario de este artículo.
- Mantener las condiciones de servicio actualmente establecidas.
Para ello se van a dar los siguientes pasos:
- Conocer la demanda del artículo.
- Establecer diferentes cadenas de suministro para los diferentes tipos de demanda.
- Recalcular el lote de producción.
- Recalcular el stock de seguridad.
- Recalcular el stock medio.
Investigado el tipo de demanda se tienen los siguientes datos:
- Un 55 % de la demanda tiene un plazo de entrega de 3 semanas.
- Un 45 % de la demanda tiene un plazo de entrega de 24 horas.
Además, también hay que conocer las características del suministro:
- Desde que se lanza una orden de fabricación hasta que se tiene terminada el plazo de entrega es de 2 semanas.
Como se puede ver, una parte de la demanda tiene un plazo de entrega mayor a los clientes que el plazo de aprovisionamiento y fabricación. Este es el punto de inicio de la mejora.
Debido a que el 55% de la demanda tiene un plazo de entrega de 3 semanas, superior al lead time de fabricación (2 semanas) se decide cambiar la política de este aprovisionamiento a una política bajo pedido.
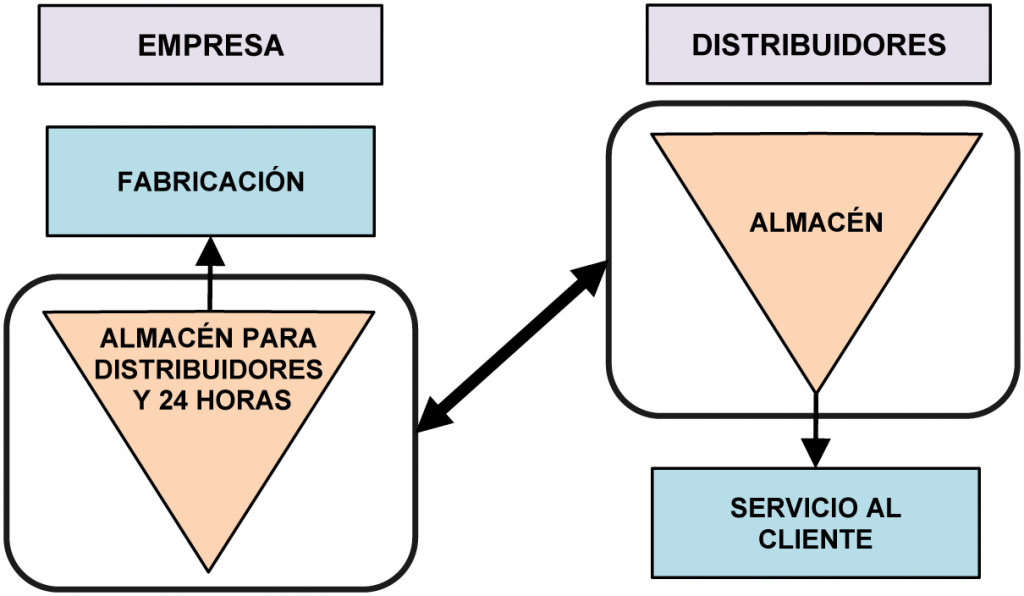
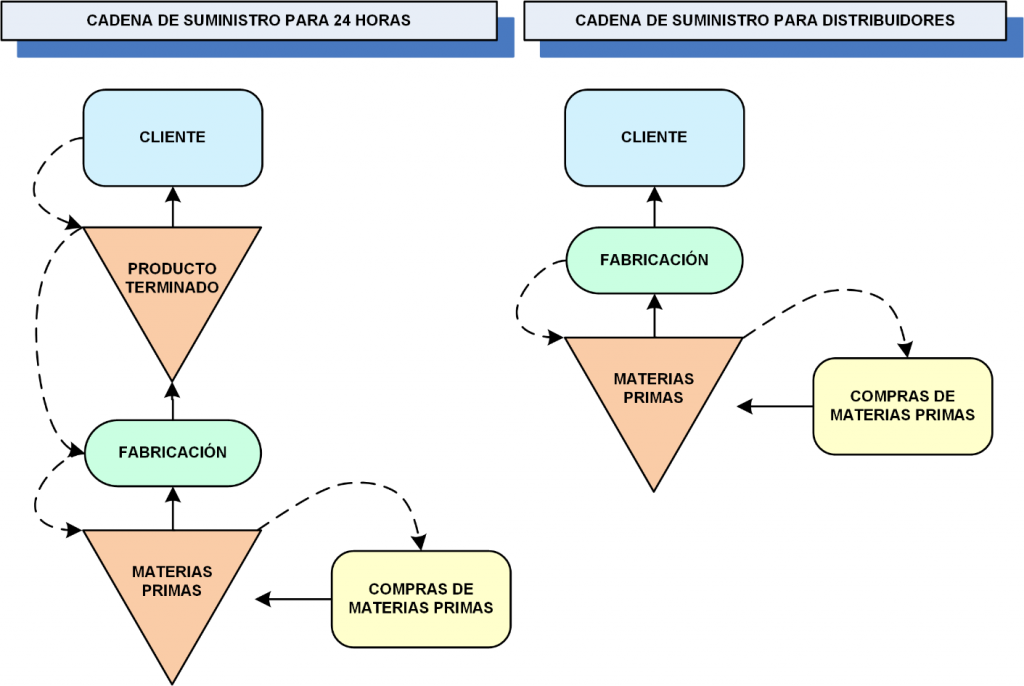
Con la cadena de suministro actual tenemos una duplicidad de almacenes entre la empresa y los almacenistas y distribuidores. Estos últimos cuentan con sus almacenes, a través de los cuales sirven a sus clientes. Además, la empresa fabricante cuenta con otros almacenes para los mismos productos con unidades en stock para ser transportadas y vueltas a almacenar en las instalaciones de los distribuidores tal como se muestra en la siguiente figura:
Debido al cambio de política de aprovisionamiento solo el 45% de la demanda será fabricada contra stock según el método de revisión continua.
Según este criterio la demanda media anual para el cálculo del lote óptimo será:
Dm = 10.000 unidades x 45 % = 4.500 unidades
Con esta nueva demanda el nuevo lote de producción pasará a ser:
![]()
Lo que supone una reducción del 33%.
NOTA: La expresión anterior se obtiene a partir de la ecuación de cálculo del lote óptimo. Teniendo en cuenta dicha ecuación:
y considerando Cp, Cp y T constantes y la nueva demanda como el 45% de la inicial, la ecuación resultante para el cálculo es la utilizada:
![]()
A continuación, se calcula en stock de seguridad. Aislando la demanda a los artículos servidos en 24 horas, vemos como la dispersión disminuye de manera significativa. La explicación a este fenómeno reside en que los artículos servidos a los almacenistas y distribuidores con plazos elevados se correspondían a pocos pedidos en lotes de muchas unidades lo que introducía mucha dispersión en el sistema.
La nueva desviación típica de la demanda ha pasado a ser de 21 Uds. Teniendo en cuenta que al tratarse sólo de pedidos servidos a talleres de reparación queremos elevar el nivel de servicio al 99%, el nuevo stock de seguridad será:
SS = δ x σ
El valor de σ para un nivel de servicio del 99% es de 2,33, por tanto:
SS = 21 x 2,33 = 49 unidades
Se calcula a continuación el stock medio:
Smedio = q0 / 2 + SS = 671/2 + 49 = 385 unidades
Comparándola con el stock medio inicial de 700 uds. se obtiene una reducción del 45%.
La situación después de clasificar la demanda y aplicar las distintas cadenas de suministro pasa a ser la siguiente:
- Demanda media anual: 10.000 unidades.
- Lote de producción: 671 unidades.
- Stock de seguridad: 49 unidades.
- Stock medio: 385 unidades.
- Políticas diferenciadas en función de la demanda: Si.
- Modelo de gestión:
- Revisión continúa para la demanda sometida a entregas en 24 horas.
- Fabricación bajo pedido para distribuidores.
Capacidades adquiridas por el cliente
- Gestión de la cadena de suministro en función del tipo de demanda, es decir, clasificación de la demanda.
- Formación a los empleados.
Beneficios del proyecto de clasificación de la demanda
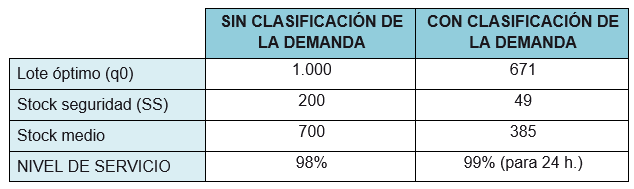
En el siguiente cuadro se compara la situación inicial frente a la obtenida tras la clasificación de la demanda y modificación de la política de stocks.
Las nuevas cadenas de suministro son:
Conclusión
- Se puede reducir el nivel de inventario a partir del establecimiento de la demanda de productos.
- Una situación como la que se ha descrito en este relato es muy común y es una oportunidad que pocas veces se aprovecha.
Consejo
- Investiga y realice una clasificación de la demanda de tus productos, así como el suministro de componentes.
- Estudia y dibuja la cadena de suministro total, incluyendo a tus clientes y proveedores, detecta duplicidades y elimínalas.